Описание автоматической машины для резки по длине
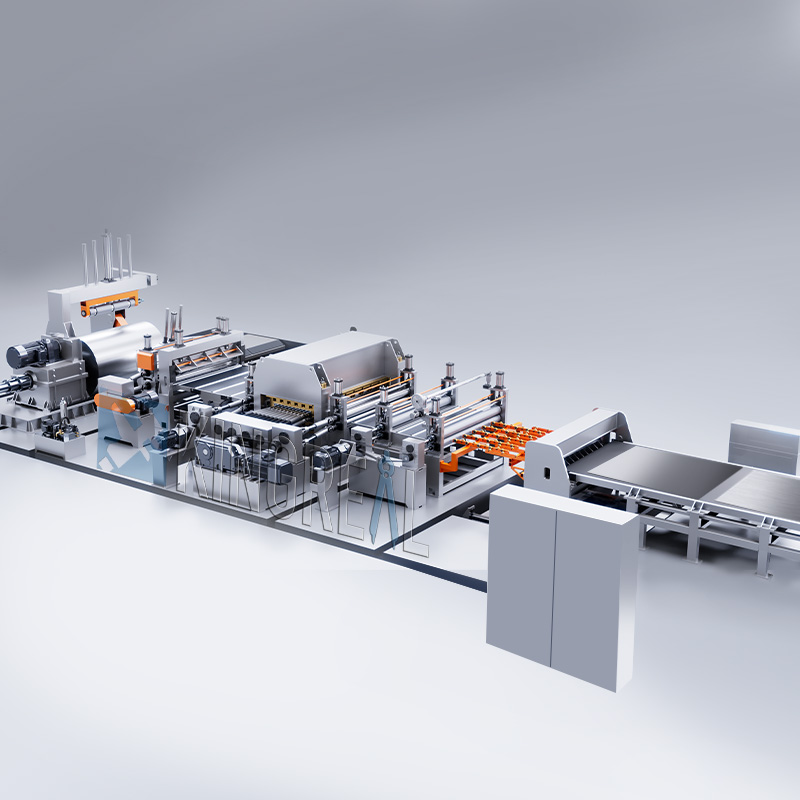
Автоматическая машина для поперечной резки (также известная как: линия правки и калибровки широкого металла/высокоскоростная прецизионная система правки и резки) – это полностью автоматическая система отделки листов, разработанная специально для сталелитейной промышленности. Она использует динамическую систему режущих инструментов для точной резки полосового материала на ходу. Автоматическая машина для поперечной резки КИНГРЕАЛ ПРОДОЛЬНАЯ РЕЗКА использует инновационную систему сервоуправления с замкнутым контуром для регулировки параметров резки (включая длину резки ±0,25 мм и скорость подачи) в режиме реального времени во время непрерывного процесса подачи, что эффективно устраняет узкие места, связанные с эффективностью традиционной резки, и повышает эффективность обработки алюминиевых/стальных листов до 300%.

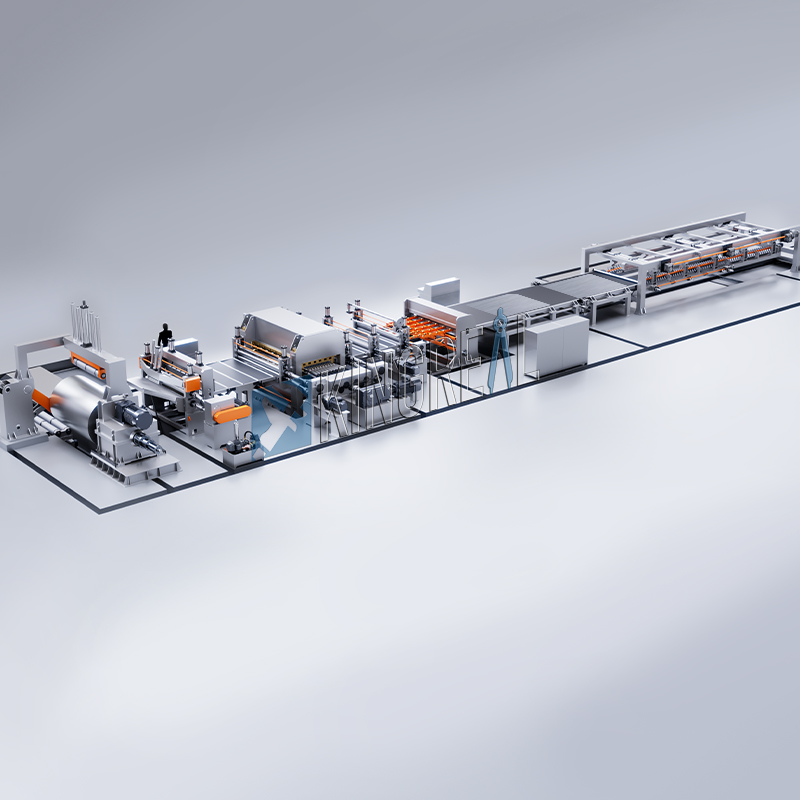
Шестивалковый правильный станок оснащен 21-валковой технологией композитной правки для снятия напряжений рулонов шириной до 1600 мм, что гарантирует прямолинейность готовых панелей, соответствующую международным стандартам (погрешность толщины на квадратный метр ≤ 0,25 мм), и полностью исключает волнообразные деформации, возникающие при традиционном процессе. Благодаря синергетическому управлению немецкого ПЛК Сименс и сенсорной системы Омрон, максимальная скорость автоматической линии поперечной резки превышает 100 м/мин. Вместе с пневматическим подъемным рычагом и устройством обдува и замедления воздухом высокого давления это образует интеллектуальную производственную систему полного цикла, включающую разматыватель, рихтовку, машину поперечной резки, обрезку кромок и укладку в штабели.
Особенности автоматической машины для резки по длине
1. Преимущество интеграции интеллектуальной системы управления. Автоматическая линия поперечной резки КИНГРЕАЛ ПРОДОЛЬНАЯ РЕЗКА использует импортную высокопроизводительную систему ПЛК (Германия, Сименс, Япония, Мицубиси и др.) и реализует автоматическое управление всем процессом поперечной резки металла, от размотки и выравнивания до резки, посредством модульного программирования. Станок поперечной резки металла оснащен пятикоординатной системой ЧПУ с рычажным механизмом, лазерным дальномером, с обратной связью в режиме реального времени, данными о деформации листа и автоматической коррекцией зазора между лезвиями, что позволяет удовлетворить потребности в резке различных материалов.
2. Автоматическая машина поперечной резки КИНГРЕАЛ ПРОДОЛЬНАЯ РЕЗКА оснащена серводвигателем с редкоземельными постоянными магнитами (например, ЯСКАВА серии Σ-7) и планетарным редуктором с точностью регулирования крутящего момента ±1% и скоростью отклика ≤0,1 мс. Линия поперечной резки стали оснащена аксиально-поршневым насосом Рексрот A10VO с двойным замкнутым контуром регулирования давления и расхода, что обеспечивает стабильную производительность при усилии сдвига 16000 кН.
3. Интеллектуальные функции управления производством. Автоматическая линия поперечной резки оснащена системой технического зрения ПЗС высокого разрешения (точность обнаружения 0,02 мм/м²) и лазерным энкодером, что позволяет измерять длину заготовки в режиме реального времени (±0,25 мм) и выявлять дефекты. В машине поперечной резки стали через человеко-машинный интерфейс предварительно задаются 200 групп параметров процесса, что позволяет обрабатывать заготовки толщиной 0,2–25 мм, 650–25 мм, 650–25 мм, 25 мм и шириной 650–2500 мм.
Технические характеристики автоматической линии поперечной резки
Модель | Сырье | Толщина (мм) | Ширина (мм) | ИДЕНТИФИКАТОР(мм) | ИЗ(мм) | Вес(т) | Снижение веса | Точность длины (мм) | Скорость (м/мин) | Основная мощность (кВт) |
2,0×500 | 1.Нержавеющая сталь 2.Холоднокатаная сталь 3.Оцинкованная сталь | 0,2-2,0 | 200-500 | Φ508 | ≤Φ1200 | ≤6 | 300-1500 | ≤±0,5 | 15~50 | ~75 |
2,0×650 | 0,2-2,0 | 200-650 | Φ508 | ≤Φ1200 | ≤6 | 300-1500 | ≤±0,5 | 15~50 | ~75 | |
2,0×1300 | 0,3-2,0 | 500-1300 | Ф508/610 | ≤Φ1500 | ≤15 | 500-3500 | ≤±0,5 | ≤50 | ~95 | |
2,0×1600 | 0,3-2,0 | 500-1600 | Ф508/610 | ≤Φ1600 | ≤15 | 500-4000 | ≤±0,5 | ≤60 | ~122 | |
2,6×1850 | 0,5-2,6 | 400-1850 | Ф508/610 | ≤Φ1500 | ≤20 | 400-4000 | ≤±0,5 | 8~80 | ~180 | |
3,0×1600 | 0,3-3,0 | 500-1600 | Φ508 | ≤Φ1500 | ≤20 | 500-4000 | ≤±0,5 | ≤40 | ~90 | |
4,0×1600 | 1. горячекатаная сталь 2. Q235, Q345, B510 3.горячекатаная нержавеющая сталь | 0,6-4,0 | 600-1600 | Ф508/610 | ≤Φ2000 | ≤20 | 1000-12000 | ≤±1,0 | ≤50 | ~100 |
6,0×1600 | 1.0-6.0 | 600-1600 | Ф508/610 | ≤Φ2000 | ≤30 | 1000-12000 | ≤±1,0 | ≤30 | ~155 | |
8,0×1600 | 2.0-8.0 | 600-1600 | Ф508/610 | ≤Φ2000 | ≤35 | 1000-12000 | ≤±1,0 | ≤20 | ~180 | |
9,0×1600 | 2.0-9.0 | 600-1600 | Ф508/610 | ≤Φ2000 | ≤20 | 1000-12000 | ≤±1,0 | ≤20 | ~170 | |
10×1600 | 2.0-10 | 800-1600 | Ф508-Ф760 | ≤Φ2000 | ≤35 | 1000-12000 | ≤±1,0 | ≤30 | ~240 | |
12×2000 | 3.0-12 | 1000-2000 | Ф508-Ф760 | ≤Φ2000 | ≤35 | 1000-12000 | ≤±1,0 | ≤16 | ~255 | |
12×1800 | 3.0-12 | 800-1800 | Ф508-Ф760 | ≤Φ2200 | ≤35 | 1000-12000 | ≤±1,0 | ≤16 | ~255 | |
16×2000 | 4.0-16 | 1000-2000 | Ф610-Ф760 | ≤Φ2200 | ≤35 | 1000-12000 | ≤±2,0 | ≤12 | ~275 | |
20×2200 | 5.0-20 | 900-2200 | Ф610-Ф760 | ≤Φ2200 | ≤35 | 1000-12000 | ≤±2,0 | 10~16 | ~220 | |
22×2200 | 5.0-20 | 900-2200 | Ф610-Ф760 | ≤Φ2200 | ≤35 | 1000-12000 | ≤±2,0 | 10~16 | ~220 | |
25×2200 | 5.0-20 | 900-2200 | Ф610-Ф760 | ≤Φ2200 | ≤35 | 1000-12000 | ≤±2,0 | 10~16 | ~220 |
Основные компоненты линии автоматической поперечной резки
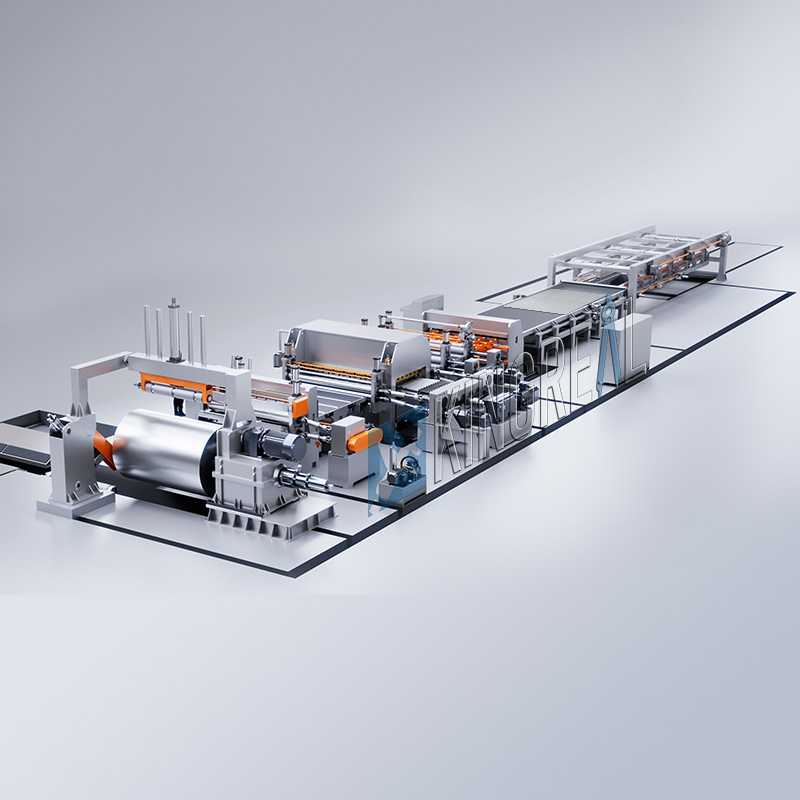
1. Пилотный блок линии поперечной резки, зажимной блок, пятироликовый правильный блок
Пилотный блок линии поперечной резки – это первый этап процесса, когда листовой материал поступает на производственную линию, и он выполняет функции направляющей размотки и заправки ленты. Он использует двухроликовую конструкцию противодавления, а электромагнитный двигатель с регулируемой скоростью приводит вращение опорного ролика в движение, подтягивая головку рулона к следующей рабочей станции.
Зажимное устройство линии поперечной резки оснащено серводвигателем переменного тока (например, Яскава серии Σ-7) и планетарным редуктором, точность регулирования крутящего момента составляет ±1%. Верхний и нижний прижимные ролики (с твёрдым хромовым покрытием, твёрдость HRC58-62) создают усилие зажима 20-50 кН посредством гидроцилиндров, обеспечивая подачу листов толщиной 0,1-3,0 мм без проскальзывания.
Пятивалковая правильная машина для линии поперечной резки рулонного металла использует асимметричную систему роликов «2 верхних и 3 нижних». Верхний ролик закреплен на жесткой направляющей, а нижний ролик оснащен гидравлическим подъемным механизмом. Правильный ролик изготовлен из стали 45# с высокочастотной закалкой. Благодаря гармоническому затуханию, исключается волновая деформация листа, а прямолинейность может достигать ≤0,25 мм/м².

2. Станок для резки по длине Станок для резки по длине, станок для сбора обрезков кромок
Машина для раскроя имеет модульную конструкцию с регулируемой шириной проставки (допуск по толщине ±0,05 мм) и гидравлическим запирающим механизмом, что позволяет осуществлять быструю смену с прецизионной шлифовальной направляющей для достижения бесступенчатой регулировки ширины продольного среза.
Устройство для сбора кромок листового металла линии поперечной резки является ключевым вспомогательным оборудованием линии обработки листового металла и в основном используется для автоматического сбора кромок листового металла после резки и продольной резки. При продольной или поперечной резке кромки листа, обрезанные по длине (обычно шириной 3–50 мм) с обеих сторон, сматываются в компактную катушку для последующей транспортировки и переработки, что может повысить ценность отходов на 15–20% по сравнению с процессом измельчения.
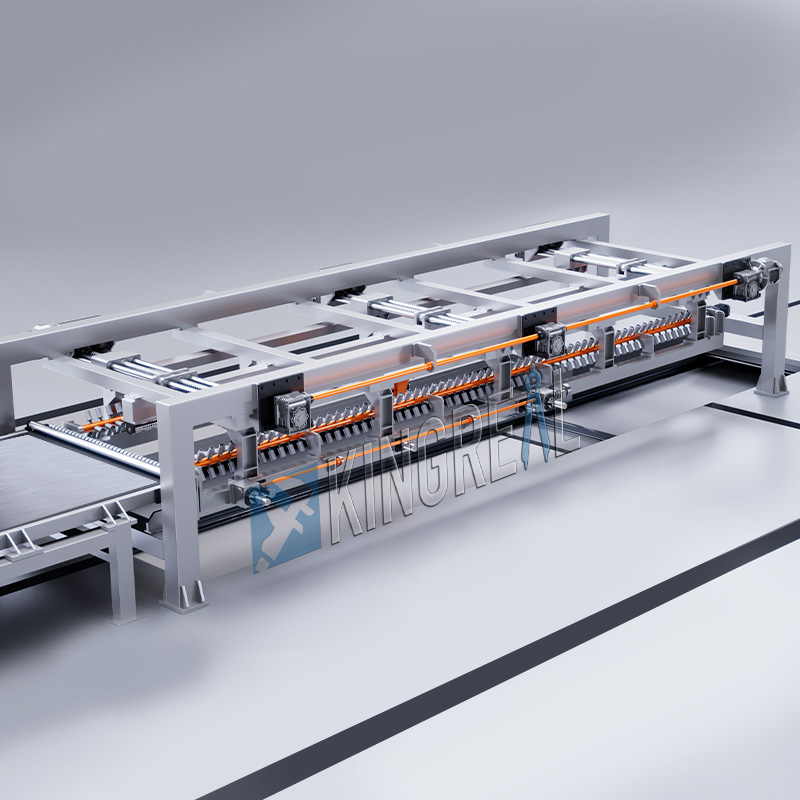
3. Линия поперечной резки с шестью роликами правильной машины
Автоматическая линия поперечной резки оснащена шестивалковой листоправильной машиной с 21-м валком, которая проходит через правильную машину для достижения эффекта правки рулонного металла. Линия состоит из подающих и тянущих роликов, верхних и нижних правильных роликов, верхних и нижних опорных роликов, станины машины, устройства регулировки прижима верхних роликов, системы привода и т.д. Благодаря многослойной конструкции валков исключаются остаточные напряжения и деформации рулона, что обеспечивает достижение листовым материалом высокой точности плоскостности.

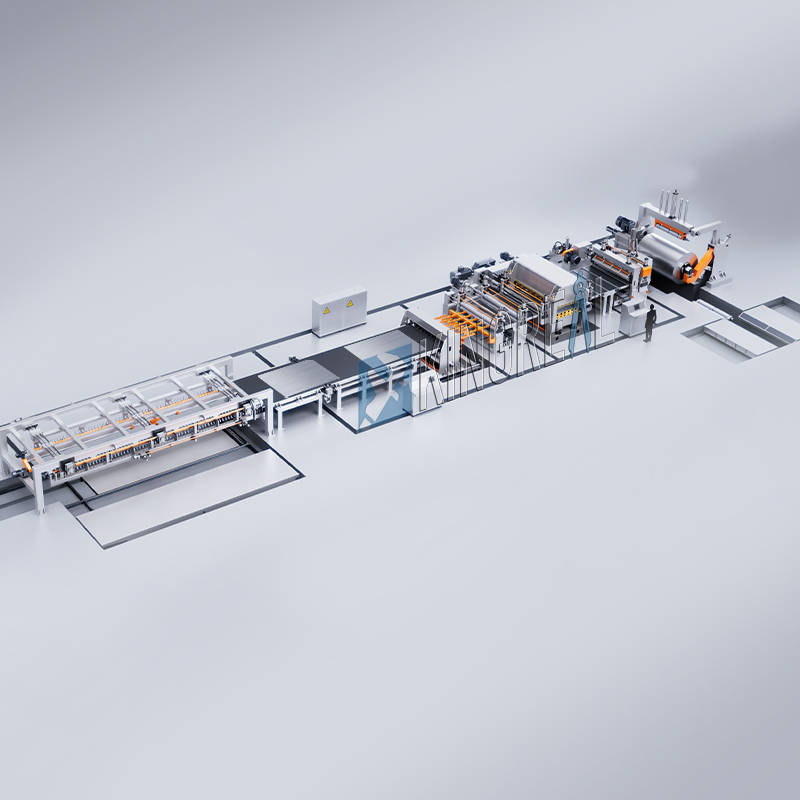
4. Машина для резки по размеру
Станок для поперечной резки является основным оборудованием линии обработки листового металла и обеспечивает высокоточную резку непрерывного листового материала на заданную длину. Стальная полоса выводится устройством поперечной резки с ЧПУ, управляемым компьютером, в соответствии с заданной длиной. Сигнал передается на станок-приёмник, который автоматически разрезает стальную полосу горизонтально.
Преимущество линии поперечной резки КИНГРЕАЛ ПРОДОЛЬНАЯ РЕЗКА

"Являясь производителем оборудования для обработки рулонов, компания КИНГРЕАЛ СТАЛЬ СИДЯ стремится проектировать и изготавливать лучшие решения по линиям поперечной резки для своих клиентов, принимая во внимание параметры сырья клиента, области вторичной обработки, вводимые ресурсы завода, позиционирование на местном рынке и другие факторы, чтобы адаптировать конструкцию под требования заказчика и помочь нашим клиентам получить долгосрочные производственные преимущества. дддххх
1. Линия продольной резки различной толщины Линия продольной резки тонколистовой стали Машина для продольной резки металла средней толщины Линии продольной резки рулонного металла большой мощности 2. Линия продольной резки различных материалов Линии продольной резки нержавеющей стали Линии продольной резки кремниевых катушек 3. Различные конфигурации машины для резки рулонов Линия продольной резки рулонов с двойной головкой Машина для продольной резки рулонов с ременным натяжением
Пожалуйста, отправьте нам следующие требования, и мы свяжемся с вами как можно скорее, чтобы создать для вас новую программу расценок. - Материал катушки - Толщина рулона - Ширина рулона - Вес катушки - Ширина щели - Скорость резки
1. Машина для разматывания рулонов 2. Двойная режущая головка 3. Станция натяжения ремня 4. Автоматическая упаковка лин для катушки с прорезями


